


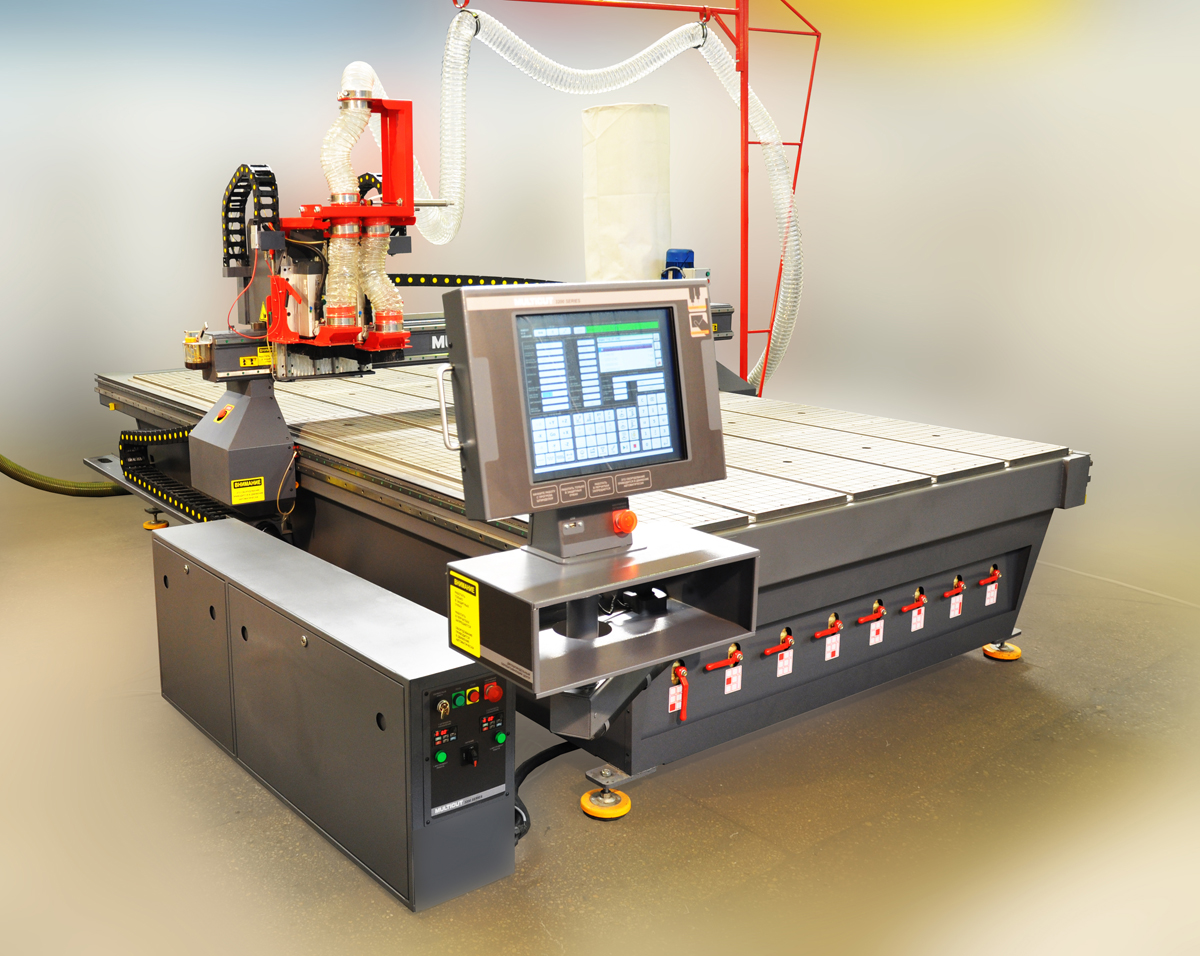
Эту статью обязательно стоит прочитать накануне приобретения фрезерно-гравировального оборудования. Информация не является рекламной и освещает исключительно правильный, на наш взгляд, подход к производству станков
Станок характеризуется высокой сложностью конструкции, включающей в себя массу комплектующих, от технической исправности, качества исполнения и корректности работы которых зависят комфорт эксплуатации и работоспособность оборудования в целом.
Основные элементы конструкции фрезерно-гравировального станка
Ниже мы подробно остановимся на наиболее значимых компонентах, влияющих на качество эксплуатации оборудования:
- Лакокрасочное покрытие. Для окрашивания металлических частей станка применяется краска на основе алкидно-фенольного лака, содержащая большое количество специальных целевых добавок: антикоррозионных наполнителей, стойких пигментов и органических растворителей. Такие лакокрасочные материалы предназначаются именно для окрашивания промышленного оборудования. Готовое покрытие характеризуется высокой устойчивостью к сколам, царапинам и другим механическим повреждениям, эффективно защищает металлические части от ржавления и длительное время сохраняет аккуратный внешний вид даже при активной эксплуатации станка.

-
Виброопоры. При выполнении гравировки и 3D фрезеровки мелких изделий на высоких скоростях и ускорениях приводные механизмы станка испытывают высокие нагрузки, связанные с частыми и резкими торможением и разгоном движущихся частей. Уменьшить нагрузки позволяет установка станка на виброопоры, которые обеспечивают необходимую микро-подвижность станине, совершающей компенсационные движения в противоход рывкам портала и каретки. При этом разгружаются приводные узлы, что позволяет производить работу на большей скорости и с большей производительностью, исключая вибрацию и резонанс.

-
Материал стола. Для изготовления рабочей поверхности стола в производство вводится винипласт — материал, произведенный из первичного сырья. Основное его преимущество — чистый химический состав, обеспечивающий высокую жесткость и однородность листа без вкраплений, абразивных частиц и прочего мусора, характерного для изделий, выполненных из вторично переработанного материала. Фреза, применяемая для выравнивания рабочей поверхности станка, всегда остается острой. Фрезеровка проходит качественно, без излишнего нажима, и, соответственно, без прогиба материала стола между ячейками станины во время обработки. После выравнивания поверхность стола остается «в горизонте», а не компенсирует прогиб, полученный от нажима инструмента при обработке.

- Вакуумная система. Для сборки вакуумной системы применяется высококачественный трубопровод производства компании Holzer Agro (Китай). Компания специализируется на выпуске трубопроводной продукции для широкого спектра промышленного фасовочного, пересыпного и переливного оборудования. Данный поставщик был выбран нами по причине того, что при длительной эксплуатации эти трубопроводы не дают усадку и исключают образование микротрещин. Все соединения собираются на специализированный герметик и контролируются металлическими хомутами. Большое сечение вакуумного распределителя с шаровыми кранами выравнивает силу вакуумного прижима на всей плоскости рабочего стола. За счет всего вышеперечисленного вакуумная система работает безупречно долгие годы.

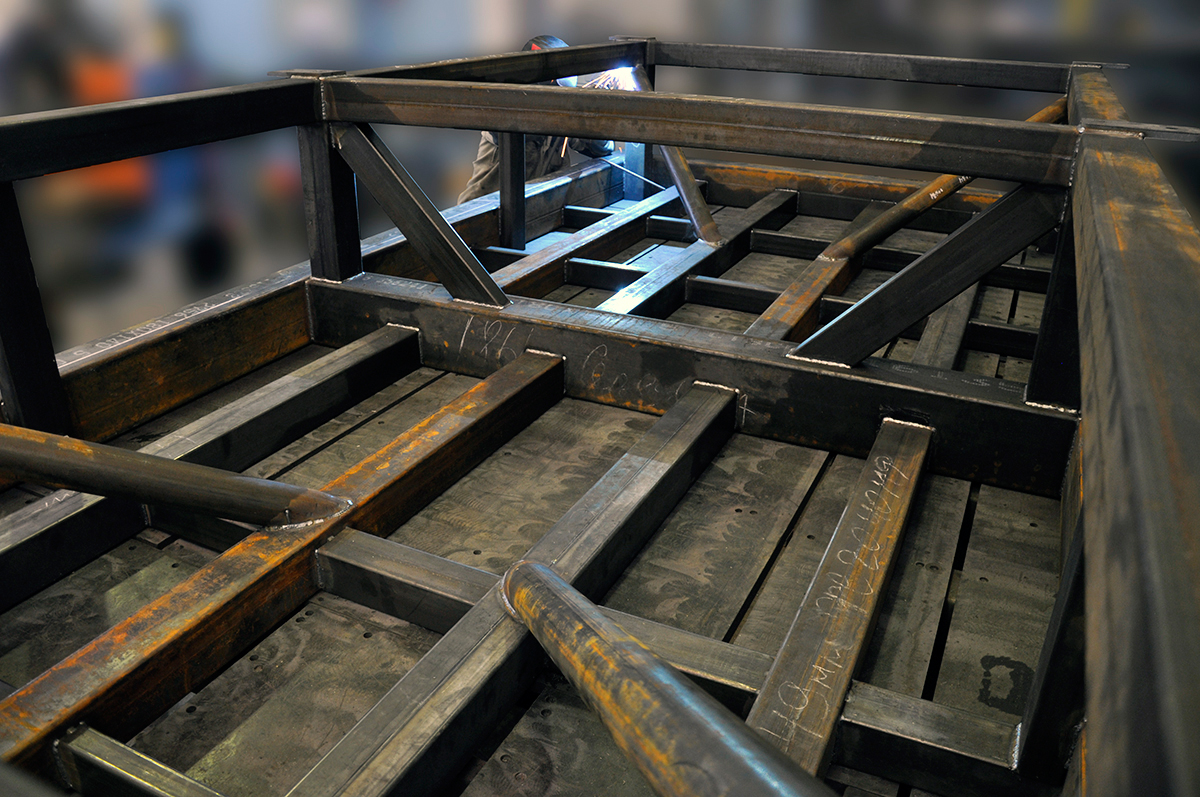
- Станина. Станина выполнена из массивных металлических балок, расположенных по периметру стола и в местах установки направляющих и зубчатых реек. В усиленном варианте изготовлена и внутренняя «сетка» станины, поддерживающая поверхности рабочего стола. Это обеспечивает точный горизонт стола при любых нагрузках.
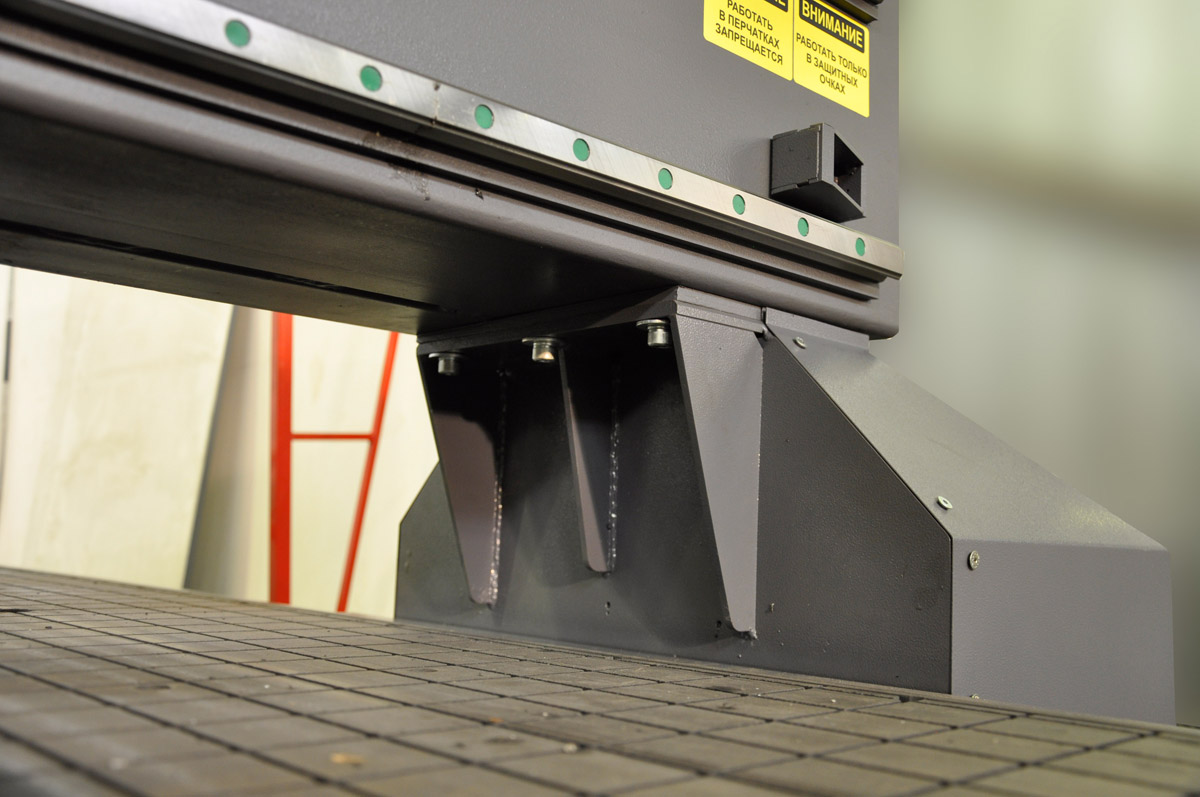
- Защита направляющих. Для защиты направляющих на станине предусмотрены защитные козырьки, выполненные из трехмиллиметрового стального листа. Они защищают направляющие и зубчатые рейки от осыпания на них продуктов фрезеровки и не деформируются от удара или касания при укладке на рабочий стол тяжелых материалов.
- Опоры портала. В конструкции опор портала места установки линейных подшипников максимально разнесены. Верхние площадки опор расширены, снабжены усилителями и после монтажа на мощные болтовые соединения составляют с порталом единое целое. Увеличенная опорная база линейных подшипников в сочетании с жестким соединением опор и портала обеспечивает точную и скоростную работу станка.
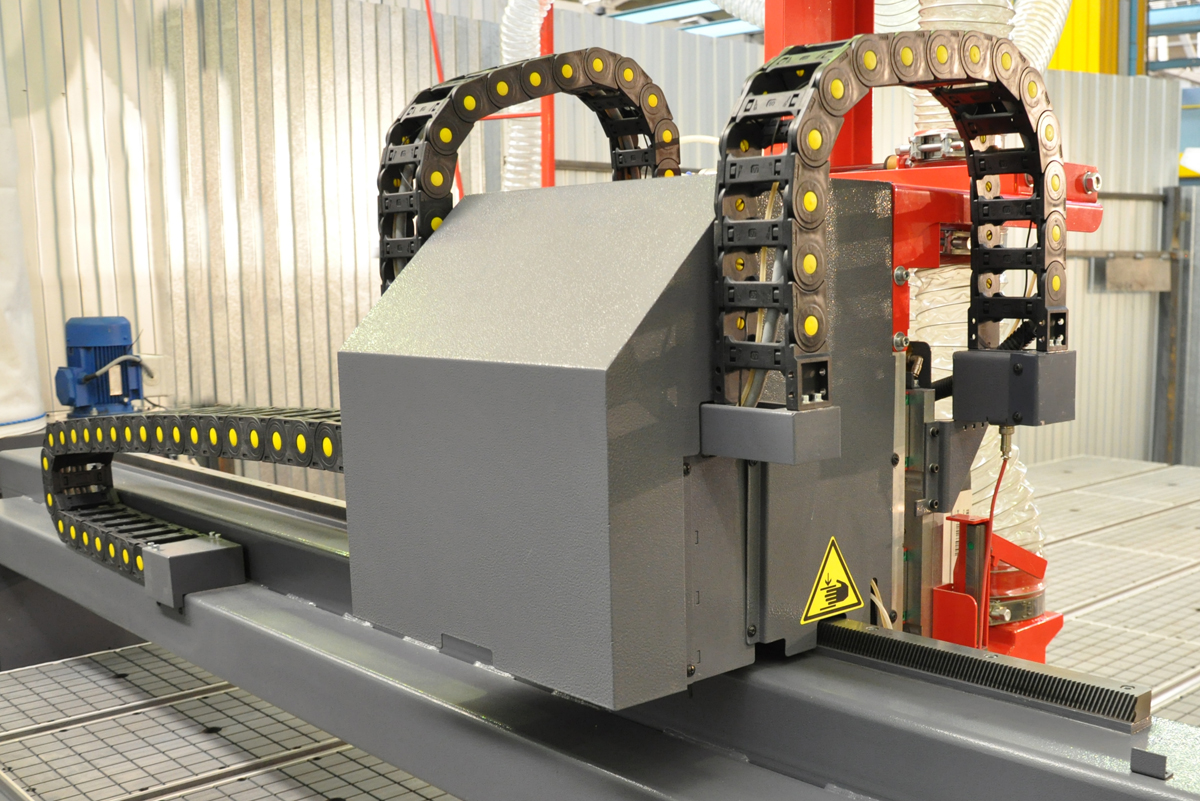
- Портал. Балка портала выполнена из массивного стального профиля с усилителем, расположенном на тыльной стороне портала. Усилитель выполняет функцию «полочки» для кабельной цепи и дополнительно является мощным конструкционным элементом, укрепляющим портал при нагрузках на скручивание или прогиб. В усиленных версиях оборудования сечение балки портала удвоено и составляет 280х180мм, а для придания необходимой прочности внутри присутствует двойная стальная перемычка. Также двойное сечение 100х100 мм имеет и усилитель портала.

- Направляющие. При сборке применяются качественные высокоточные направляющие и линейные подшипники HIWIN (Тайвань). Поставку этих комплектующих нам осуществляет официальный представитель компании HIWIN в России. Выбор данного поставщика произведен в рамках борьбы с контрафактной продукцией низшего качества. В практике поиска поставщиков компонентов оборудования при обращении на различные производства встречались случаи, когда производитель предлагал маркировать свою продукцию наименованиями известных брендов, точно копируя внешний вид изделия, но, увы, не его качество.
Качественные направляющие — один из важнейших конструктивных элементов станка, отвечающий за точность и скорость обработки.

- Соединения узлов и деталей. Для качественной сборки узлов станка, а, тем более, при монтаже направляющих и зубчатых реек применяется специализированный крепеж класса прочности 8.8; 10.8 и 12.8 производства России или Финляндии, выполненный из высокопрочной стали с последующей закалкой. При воздействии высокой нагрузки такой крепеж не «вытягивается», не деформируется, соединение всегда остается надежным. Для предотвращения ослабления соединений из-за микровибраций при работе оборудования применяется анаэробный фиксатор резьбовых соединений Loctite. Состав полностью заполняет пространство в резьбовом соединении, превращаясь при контакте с металлом в жесткую пластмассу.
- Кабеленесущие цепи или траки. На оборудование устанавливаются кабеленесущие цепи увеличенного сечения, выполненные из качественного пластика, который не высыхает и не становится хрупким после длительной эксплуатации. Каждый элемент цепи характеризуется высокой прочностью и обеспечивает корректную работу подвижных кабельных соединений станка. Увеличенное сечение кабеленесущих цепей дает возможность свободно уложить в них электрические проводники в целях предотвращения истирания и образования заломов. При работе оборудования в кабельных цепях закрытого типа скапливаются продукты фрезерования материалов, что приводит к истиранию изоляции и выходу из строя не только самих электрических проводников, но и электронных систем станка по причине замыкания. Применяемые нами кабеленесущие цепи открытого типа исключают накапливание в них продуктов фрезеровки и позволяют в любой момент оценить состояние подвижных электрических соединений.


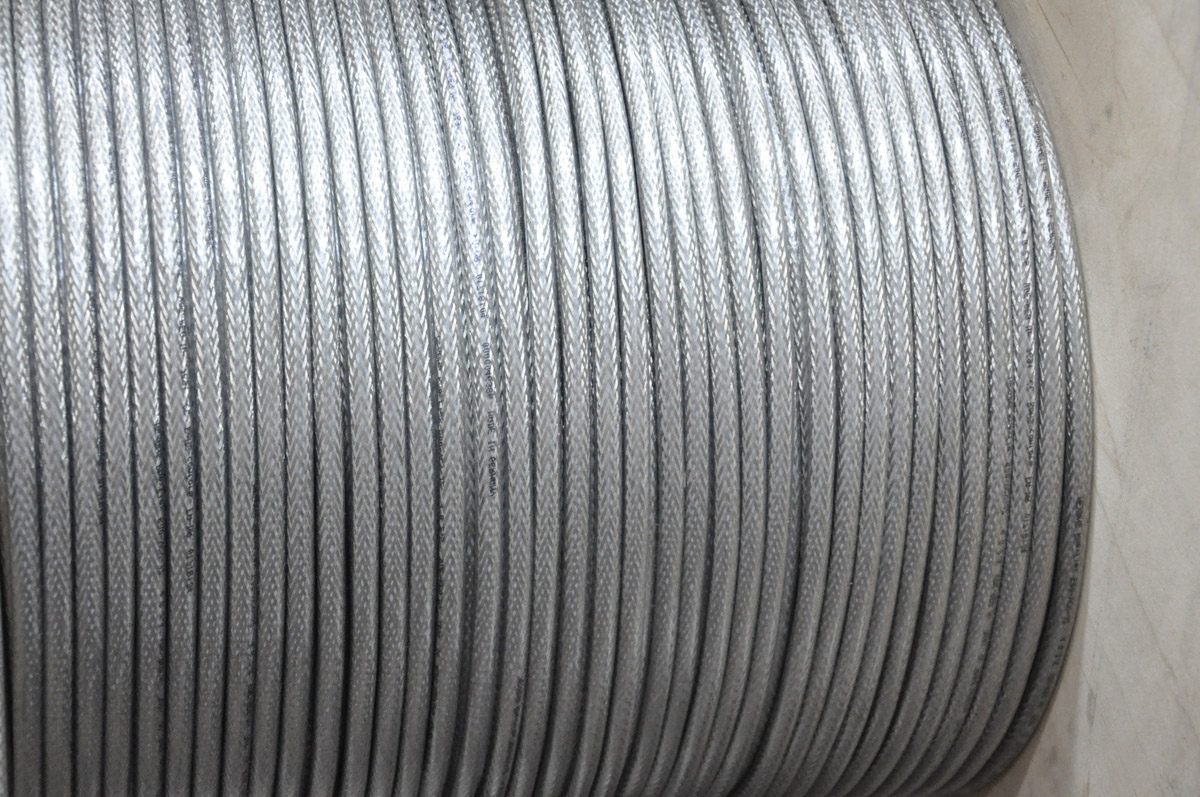
- Подвижные кабельные соединения. Надежность оборудования с подвижными элементами, такими как портал и каретка, даже при использовании самых качественных комплектующих будет низкая, если не уделить должного внимания качеству соединительного кабеля. При производстве оборудования MULTICUT применяется кабельная продукция немецких компаний ÖLFLEX® (LAPP GROUP) и Nexans специализированных серий, предназначенная для эксплуатации в подвижных соединениях. Такой тип кабеля рассчитан на многолетнюю бесперебойную работу в конструкции подъемных кранов, скоростных лифтов, промышленных роботов, автоматизированных производственных линий.
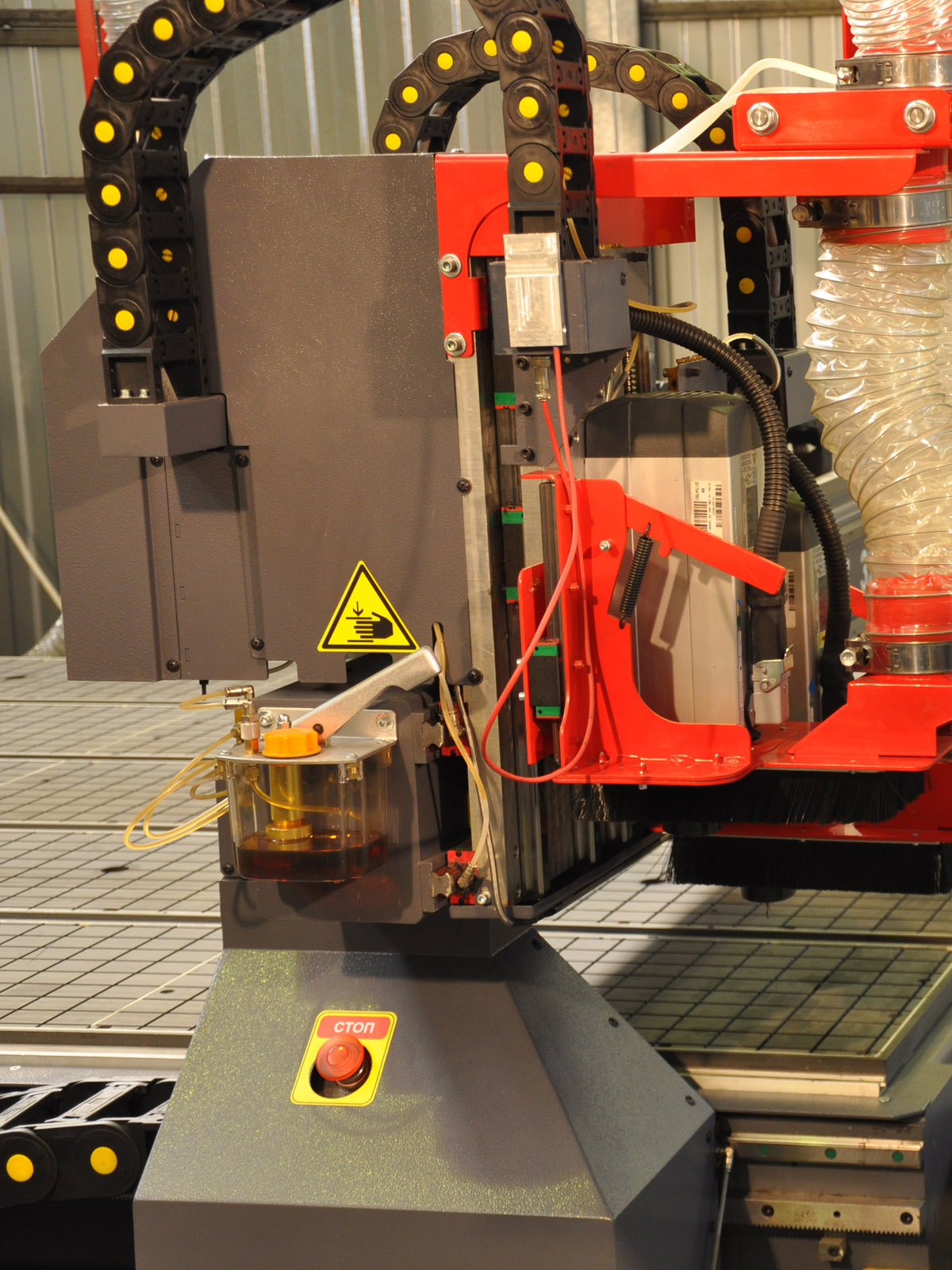
- Система смазки подшипников. Система трубопроводов обеспечивает подачу смазывающей жидкости до всех линейных подшипников и гайки ШВП на оси Z. Для выполнения ежедневного обслуживания станка достаточно нажать рычаг насоса на резервуаре с маслом. Простота обслуживания способствует регулярному обслуживанию оборудования, а соответственно его долговечности. Для предотвращения попадания масла с каретки на обрабатываемое изделие предусмотрен лоток для его сбора. Так как для обслуживания станка требуется минимальный объем масла, то осушение приемного лотка следует производить не чаще, чем 1 раз в десять дней. Процедура выполняется с помощью впитывающих текстильных материалов.
- Электропроводка, пусковые и защитные элементы. Особое внимание при сборке оборудования уделяется электрическим соединениям. Таких соединений в станке насчитывается около тысячи, и каждый элемент должен быть надежен. Электропроводка станков MULTICUT коммутируется посредством качественных винтовых клемм Phoenix Contact (Германия), которые обеспечивают надежные соединения, не разбалтываются от вибрации и не срывают резьбу при монтаже. Все проводники снабжаются обжимными наконечниками.
Кнопки включения системы, центральный рубильник подачи питания, а также контакторы силовой части станка закупаются у производителей АВВ и Schneider Electric. Попытки применения более дешевых комплектующих привели к сбоям в работе оборудования из-за их недолговечности, ненадежных контактов, некачественных резьбовых узлов, ослаблении соединений из-за сотрясений при транспортировке оборудования и от микровибраций при эксплуатации. Вся экономия негативно отражалось в виде нагрузки на сервисную службу, простое оборудования у заказчиков, а, следовательно, негативное влияние на их бизнес. На данный момент применяемые электромонтажные комплектующие приобретаются только у официальных представителей, гарантирующих подлинность производителя и качество изделий.
- Защита электропроводки. Электро-коммуникации, соединяющие шкаф управления и станок, нуждаются в качественной защите от механических повреждений, поскольку находятся на полу производственного помещения. Нередко можно увидеть следующую картину: провода, соединяющие шкаф и станок, защищены гофрированным рукавом, и вроде бы все хорошо, но в месте ввода гофры в станок или шкаф последняя выпадает из сальника, и провода в этом месте остаются незащищенными.
В процессе производства наших станков мы уделяем внимание и таким мелочам и применяем только качественные защитные компоненты, которые самопроизвольно не разбираются и надежно защищают станок.
- Компоновка шкафа управления. Электронная часть управления станком состоит из низковольтной и силовой аппаратуры, высокочастотных источников помех и линий питания. Правильное расположение всех элементов в шкафу управления обеспечивает стабильность работы оборудования, устраняя возможность возникновения наводок и шумов.
При монтаже шкафов управления мы стараемся по возможности удалять силовые и низковольтные элементы друг от друга. Так, частотный преобразователь, управляющий работой шпинделя, размещается в отдельном от остального электронного оборудования отсека. Высоковольтные и низковольтные проводники разнесены по разным шинам, а высокочастотные или логические сигналы передаются по экранированным проводам.
- Ремни и шкивы.. Станки с ременными редукторами оснащаются шкивами и приводными ремнями от известных производителей механических комплектующих SIT и Megadine (Италия). Выбор данных поставщиков был произведен после многих попыток комплектации оборудования более демократичными по стоимости шкивами и ремнями других производителей. Их недостатки выражались в несоответствии геометрии зуба ремня и шкива. При сильном изгибе ремня вокруг малого ведущего шкива зацепление зубьев происходило с ощутимыми щелчками. На большом ведомом шкиве зубья ремня свободно хлябали между зубьями шкива. Так, для нормальной работы такого редуктора требовалась повышенная натяжка ремня, и, следовательно, повышенная нагрузка на подшипники редуктора. Все это вызывало шум, вибрацию и неточную работу станка.
Пара SIT и Megadine при той же размерности зуба не имеет приведенных выше недочетов. Редуктор работает плавно и бесшумно и не требует для нормальной работы чрезмерной натяжки ремня.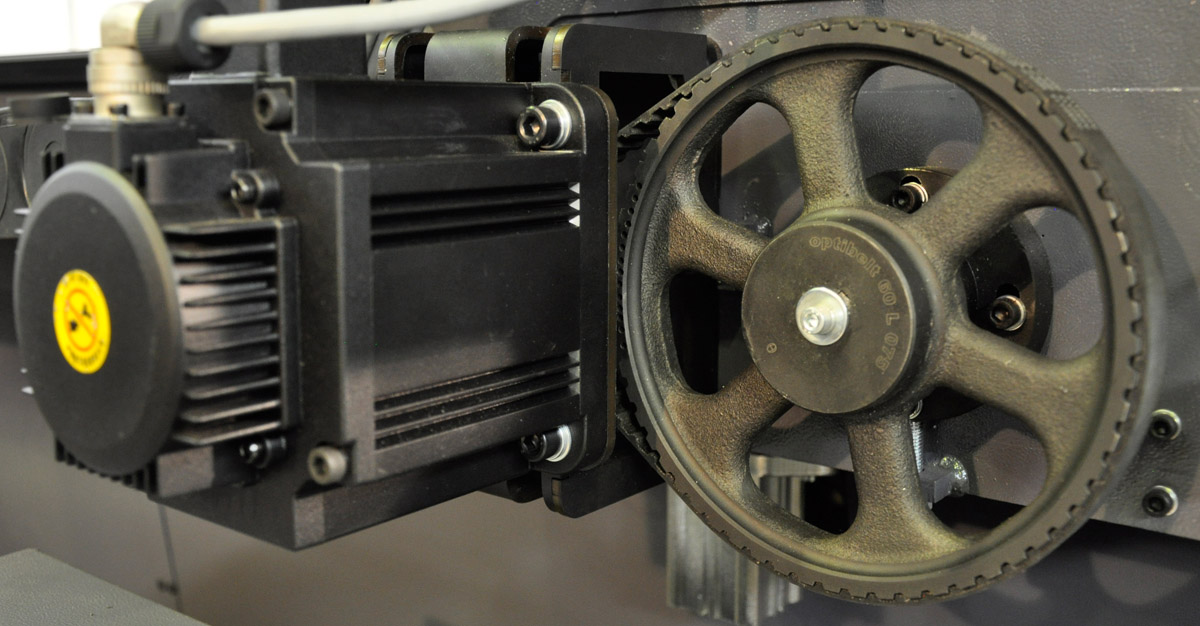
- Вал и корпус ременного редуктора. Выполнению деталей редукторного узла ременной передачи уделяется особое внимание. Валы редукторов, на которые насаживаются зубчатая шестерня и ведомый шкив, после токарной обработки проходят шлифовку и закалку. Такая обработка позволяет выполнить изделие с высоким квалитетом точности, обеспечив плотную посадку подшипников и впечатляющую механическую прочность. По такой же технологии изготавливается и корпус редуктора. При насадке шкива на вал используется шпоночное соединение. Данный узел является самым ответственным в станке, и даже минимальный люфт приведет не только к неточной работе оборудования, но и к полному выходу его из строя из-за постоянной знакопеременной нагрузки на шпоночное соединение. При сборке мы применяем «горячий» метод монтажа, при котором после остывания узел плотно соединяется внатяг — шпоночное соединение не ослабевает, станок работает точно и стабильно.
- Регулировка натяжения ремня и прижима зубчатой шестерни к рейке. Для удобной настройки натяжения ремня в конструкции редуктора предусмотрен регулировочный винт, позволяющий понизить или повысить натяжение, произвести тонкую подстройку. Так же производится и регулировка зацепления шестерни с зубчатой рейкой приводных механизмов станка. Правильная регулировка этих узлов важна для стабильной и точной работы станка.
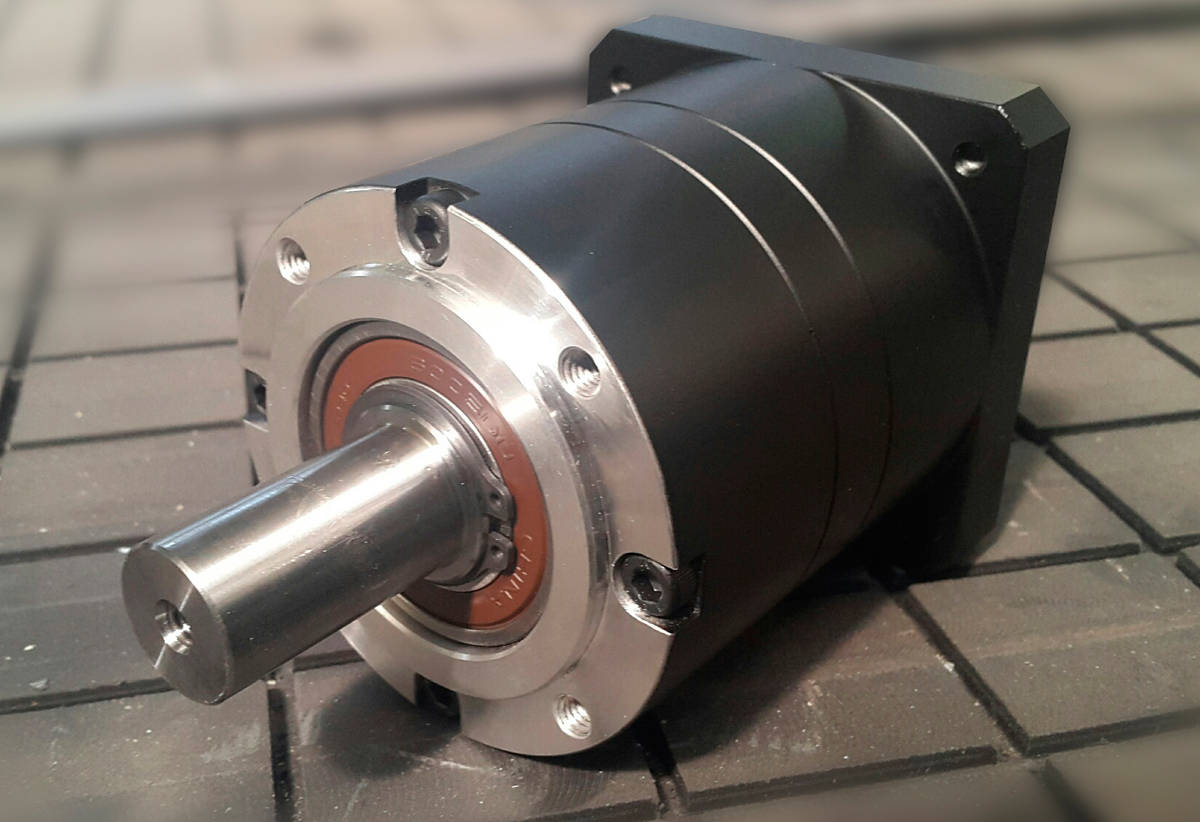
- Планетарные редукторы. Если вы желаете приобрести станок на планетарных редукторах, следует обратить внимание на производителя данного узла. На нашем производстве применяются редукторы SHIMPO (Япония). Японское качество комплектующих является аксиомой, доказательством этому служит отсутствие гарантийных обращений по данной запчасти, а единичный случай замены редуктора имел место через несколько лет плотной эксплуатации оборудования.
- Датчик поверхности материала. Точное определение точки касания инструментом обрабатываемой поверхности — одно из условий корректного и точного выполнения задания на фрезеровку. Например, если уровень материала определен с погрешностью, при выполнении гравировки коническим гравером на изделии можно получить излишне толстую линию, или гравер вовсе не достанет до поверхности. Погрешность достаточная для возникновения данной ошибки, составляет не более 0,05 мм. Точное определение точки касания необходимо при сквозном раскрое материала, при фрезеровании канавок для сгиба алюминиевых композитных панелей и во многих других случаях. Для определения уровня поверхности производители оборудования используют датчики двух типов. Первый — тарированный по высоте брусок из токопроводящего материала, второй — подпружиненная «кнопка», установленная на направляющей или перемещающаяся в стакане. Недостаток первого датчика состоит в том, что при касании его инструментом станок останавливается не сразу — еще несколько микрон происходит продолжение движения по инерции механической и электронной. Это может привести к поломке острия гравера или повреждению острой режущей кромки фрезы. Второй тип датчика с подпружиненной поверхностью компенсирует данный недостаток, но так как его «кнопка» движется по направляющим с небольшим люфтом, то высота срабатывания сильно зависит от механических факторов. В нашем случае станок комплектуется датчиком, четко тарированным по высоте, который не имеет подвижных элементов и способен за счет формы опорной поверхности компенсировать инерцию движения инструмента без повреждения режущей кромки.
- Зубчатые передачи косозубые. Главное преимущество косозубой передачи состоит в том, что зубья плавно входят в зацепление и работают на больших скоростях без значительных шумов и вибрации. В основном фрезерно-гравировальные станки оснащаются косозубыми рейками, произведенными в Китае. В числе производителей реек есть заводы как с очень достойным качеством, так и выпускающие продукцию пригодную для комплектации конвейерных, сортировочных, подъемных механизмов, но никак не высокоточных координатных установок.
За достаточно долгий период, во время которого наша компания производит оборудование, проверено несколько поставщиков и выбран один с эталонным качеством.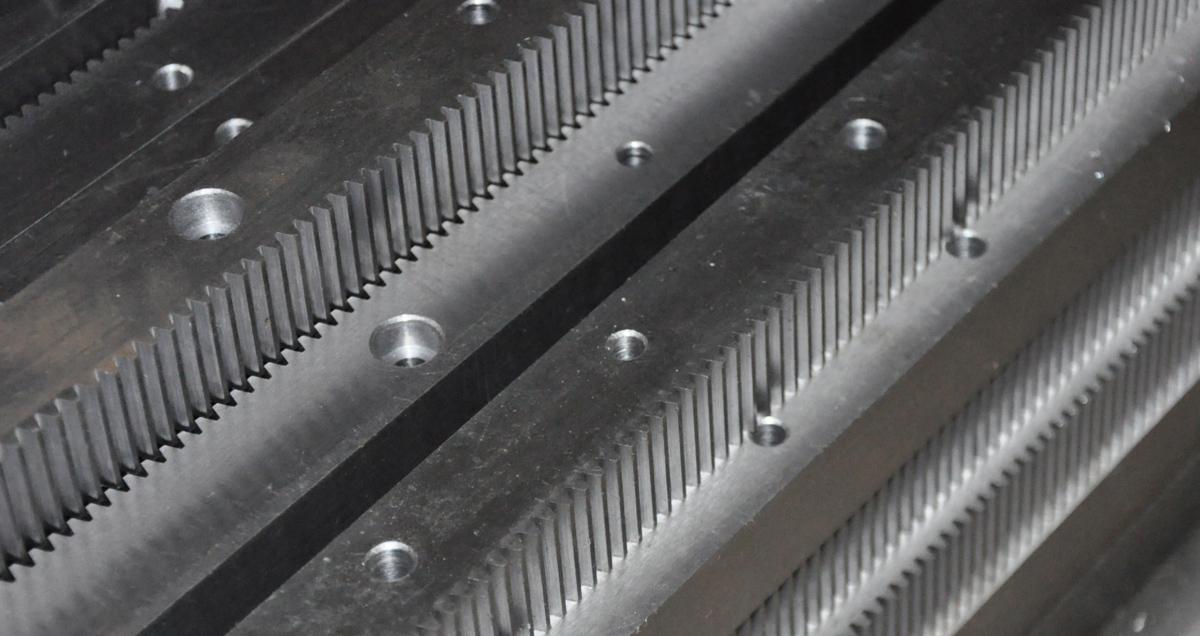
- Шарико-винтовые передачи ШВП и радиально-упорные подшипники. Шарико-винтовая передача вертикального перемещения шпинделя — один из наиболее нагруженных узлов оборудования. Чтобы станок был по-настоящему надежен, к выбору и установке этих комплектующих следует подойти максимально тщательно. Так, применение комплектующих для станков «бытового» уровня или контрафактных запчастей скорее всего приведет к появлению хруста и дальнейшему заклиниванию узла даже при его регулярном обслуживании. На нашем производстве применяются ШВП HIWIN (Тайвань), поставляемые официальным представителем компании. Данные ШВП работают долго и надежно, сохраняя точность позиционирования инструмента.
Второй важный элемент перемещения шпинделя по вертикальной оси — радиально упорный подшипник, принимающий на себя вес каретки. После тщательного отбора мы остановились на подшипниках SYK (Китай) и используем их давно без рекламаций и замечаний.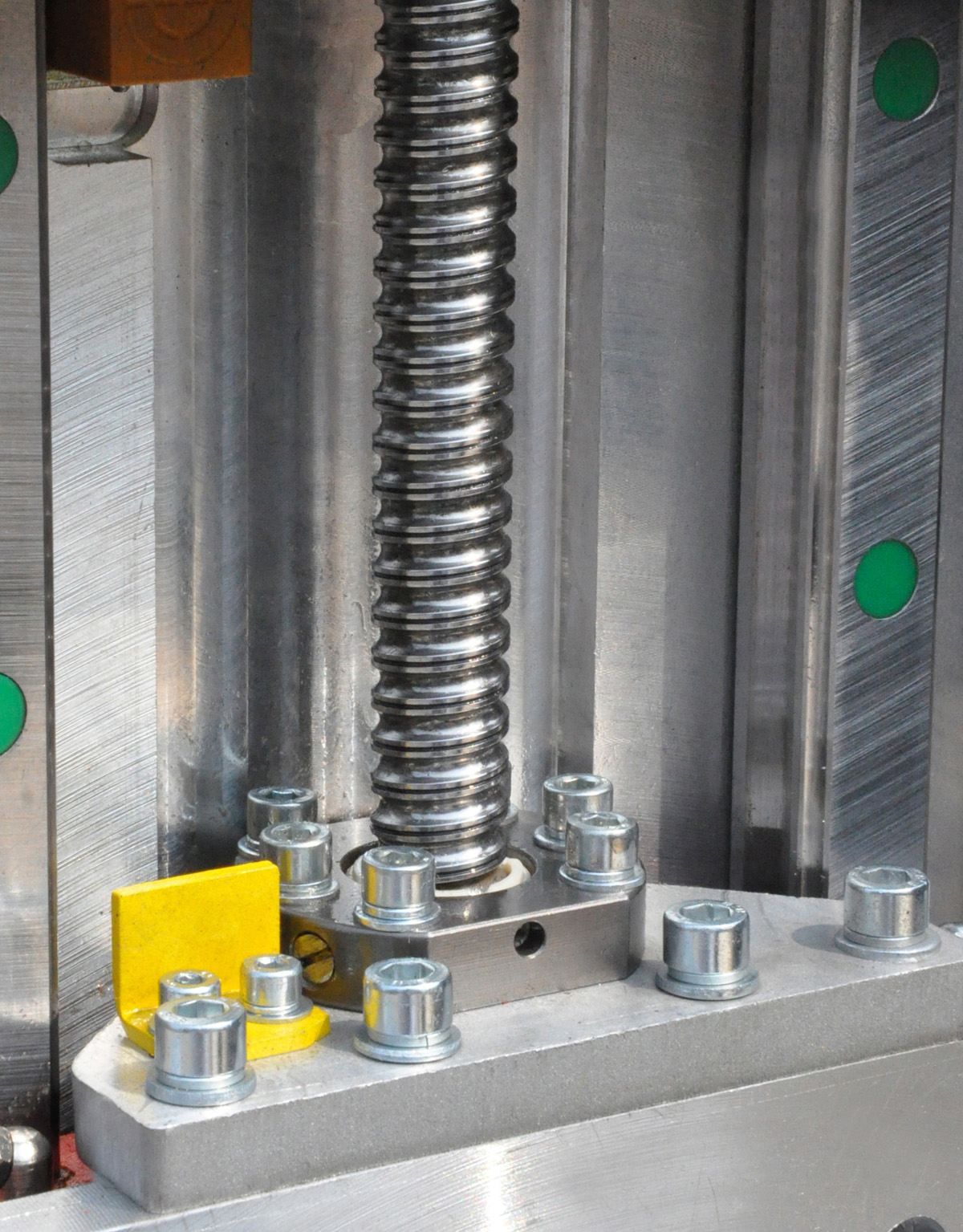
- Шпиндель. В зависимости от потребностей клиента станки комплектуются шпинделями мощностью от 1,5 кВт до 9 кВт. Для бюджетных моделей оборудования применяются шпиндели с жидкостным охлаждением китайской компании GDK. Обращаем ваше внимание, что бюджетно — не значит плохо — данные шпиндели выполнены качественно и работают надежно. На станки премиум-класса устанавливаются шпиндели HSD (Италия), которые мы приобретаем у официального представителя HSD в России.
Компания HSD производит широкий спектр продукции, в линейке есть шпиндели для деревообработки и для фрезерования цветных металлов, с воздушным и жидкостным охлаждением, предназначенные для ручной или автоматической смены инструмента. Так, при комплектации станка можно выбрать шпиндель, подходящий под конкретные производственные задачи, чтобы не перегружать его в дальнейшем и не переплачивать за ненужные характеристики.
- Частотный преобразователь. Для контроля стабильности оборотов шпинделя станки комплектуются частотным преобразователем DELTA. Эта торговая марка является синонимом качества — за всю историю производства и обслуживания станков MULTICUT практически не было отказов данной комплектующей.

- Сервопривод DELTA 750ВТ. Оборудование MULTICUT в сервоварианте оснащается приводами и контроллерами DELTA. Концерн DELTA — один из мировых лидеров в производстве промышленной автоматики и приводных систем. Поставки комплектующих DELTA для производства оборудования MULTICUT осуществляются российским представителем концерна.
В оборудовании MULTICUT применяется сервосистема Delta Electronics ASDA-B2 Series — новейшая разработка концерна с повышенной частотой управления и разрешением энкодера. Улучшение данных параметров положительно сказывается на скорости и точности станка.
- Сервопривод DELTA 1000Вт. При производстве оборудования с повышенными мощностными и динамическими характеристиками применяются сервоприводы DELTA 1000Вт. Данный тип приводов значительно увеличивает производительность фрезерно-гравировального станка позволяя производить обработку материала на более высоких скоростях и ускорениях.
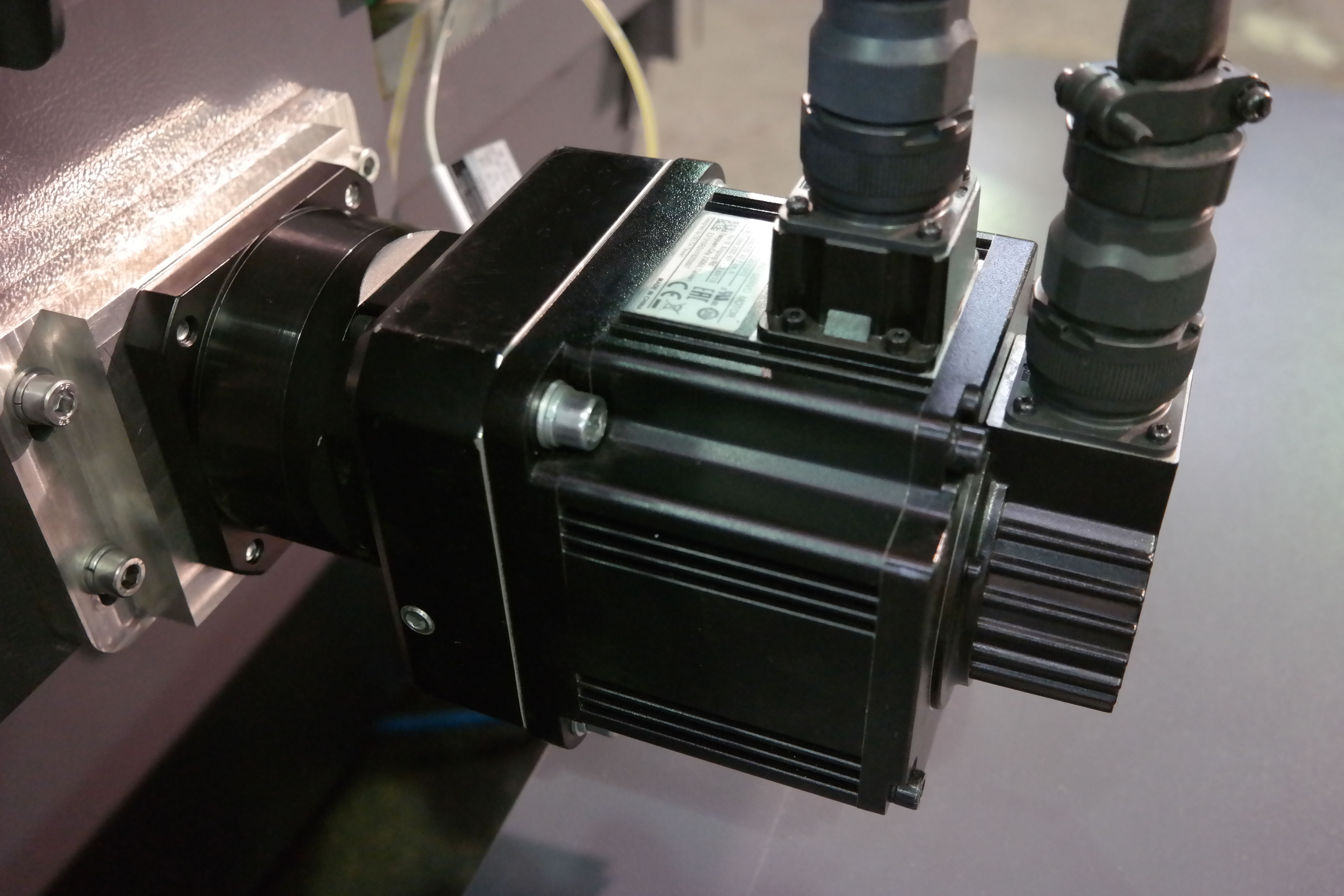
- Шаговые двигатели и контроллеры. На станки MULTICUT в шаговом исполнении устанавливаются контроллеры YAKO и приводы MIGE. Устройства поставляются напрямую от производителей, что на 100% исключает возможность их подделки.
На данный момент на крупногабаритные станки MULTICUT устанавливаются шаговые приводы мощностью 400 Вт, а на настольные фрезерно-гравировальные станки — мощностью 200 Вт. Приводы характеризуются высоким крутящим моментом, обеспечивающим станкам динамичность и возможность беспроблемной эксплуатации при ускорениях 1 500 м/с и выше.
Точность позиционирования шагового привода составляет 3000 микрошагов на один оборот вала. В сочетании с редуктором, передаточное число которого составляет 1:5, мы получаем аппаратное разрешение позиционирования станка равное 0,006 мм. При таком аппаратном разрешении, вопреки распространенному заблуждению, шаговость привода никак не отражается на качестве работы.
СИСТЕМЫ ЧПУ
Мы комплектуем наши фрезерно-гравировальные станки двумя системами в зависимости от предназначения оборудования:
ЧПУ MULTICUT
ЧПУ MULTICUT является простой, надежной и функциональной системой, легко конфигурируемой под новые разработки оборудования и предназначенной для замены распространенных на данный момент пультовых систем с целью улучшения пользовательских характеристик для оператора и повышения производительности оборудования.
Возможности ЧПУ:
- Управление пятью осями;
- Автоматическая смена инструмента с учетом компенсации длин инструментов при 3-х, 4-х и 5-и координатной обработке материала.
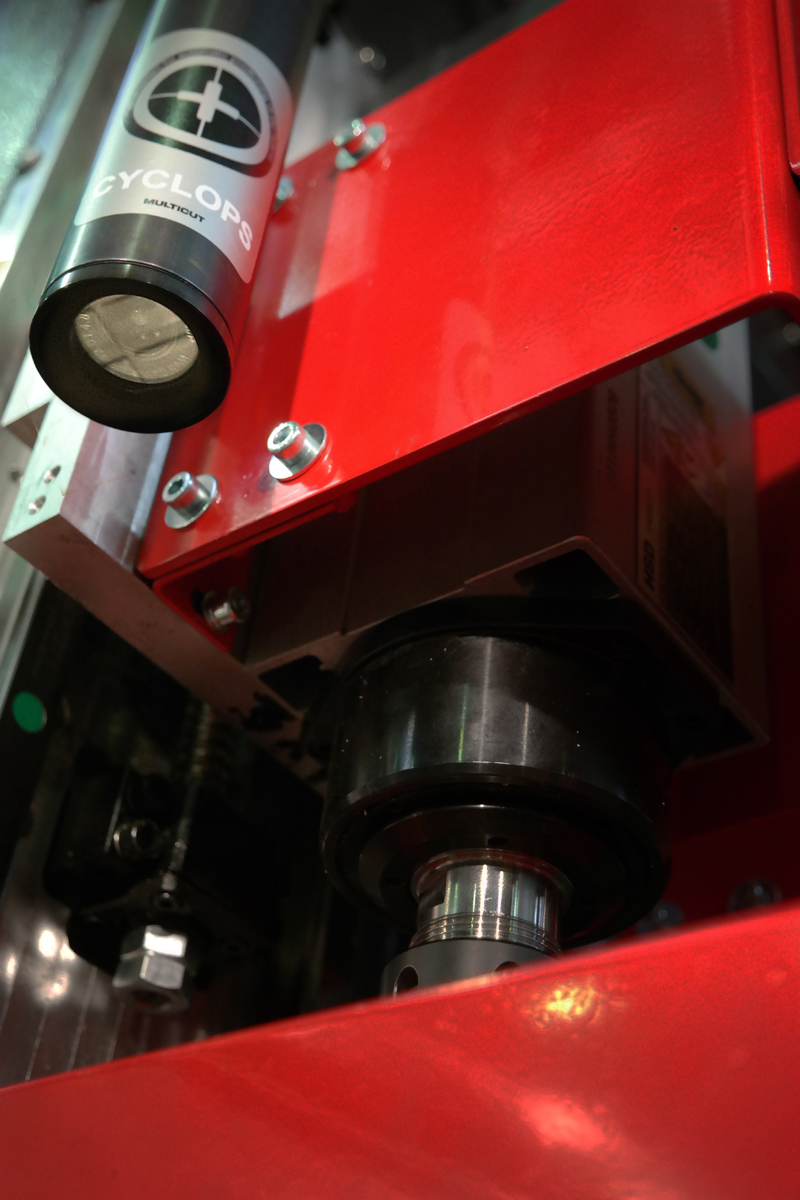
- Точный контурный раскрой листовых материалов с напечатанным изображением при использовании системы оптического позиционирования CYCLOPS ("ЦИКЛОП").
- Управление двумя независимыми шпинделями по оси Z, поочередно выполняющими фрезеровку различными инструментами или работающими в режим копира;
- Управление осью вращения при 4D обработке изделия;
- Управление различными периферийными устройствами станка.
Панель управления:
В распоряжении оператора станка 19” сенсорный дисплей ка который выведены все параметры по управления станком.

С панели оператора можно оперативно задать скорости обработки материала по всем осям, назначить ускорения, задать безопасную высоту инструмента, необходимую точность обработки, настроить скорости ручного (быстрого и медленного) и пошагового перемещения, а также фиксированную дистанцию перемещения.
В процессе обработки материала можно контролировать и регулировать скорость перемещения инструмента и обороты шпинделя в диапазоне от 0 до 200 %.
Запуск и остановку управляющей программы можно производить с любой строки и сохранять эти параметры в памяти системы для возобновления работы. Возможен пошаговый запуск управляющей программы при отладке сложного процесса обработки или настройке серийного производства.
Система может хранить обширный список управляющих программ для изготовления серийных изделий и предоставляет оператору легкий доступ к ним и оперативный запуск исполнения.
Старт обработки изделий можно производить от одной из множества базовых точек, которые оператор может сохранить в памяти системы и использовать как начало координат для одной из серийных операций.
Ручной пульт управления
Для удобства оператора, помимо большого сенсорного дисплея на стойке управления, предусмотрен ручной пульт, контролирующий основной функционал системы.

Интерфейс передачи данных
Размещение программ в памяти устройства производится посредством локальной сети или через USB интерфейс. Язык программирования — G код.
Благодаря сетевому подключению при обращении в сервисную службу компании диагностику ЧПУ можно произвести удаленно, сэкономив тем самым время на устранение неполадок выездным инженером и связанные с этим накладные расходы.
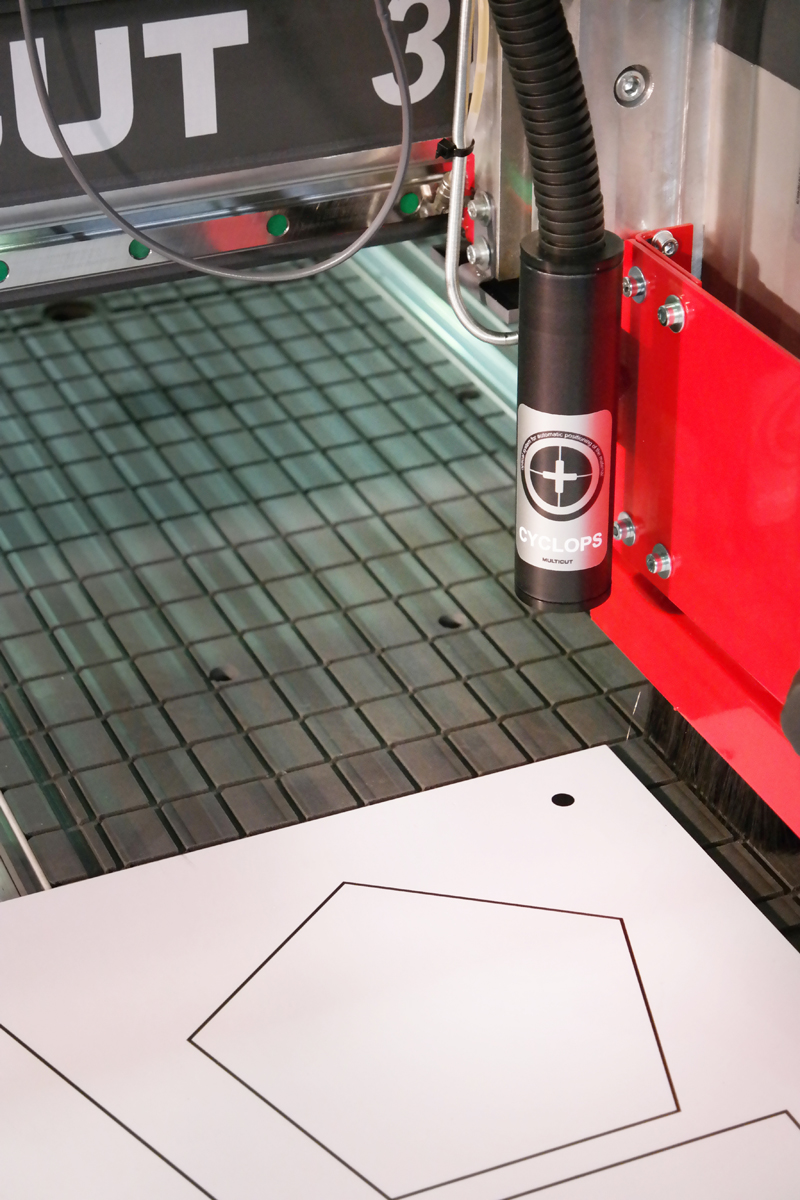
Система машинного зрения "ЦИКЛОП"
Предназначена для точного вырезания по контуру напечатанных на листовых материалах изображений.
Зачем нужна система:
При печати изображений на листовых материалах возможно получение изображений с отклонениями от заданных размеров, что представляет некоторые трудности при дальнейшей контурной резке на фрезерном или лазерном оборудовании.
Причин отклонения изображения от исходных размеров несколько:
- Температурная деформация запечатываемых материалов из-за разности температур в помещениях где производится печать и раскрой по контуру. Даже незначительное изменение температуры на 5-8 градусов может привести к изменению размеров листа из ПВХ на несколько миллиметров. При раскрое эта деформация проявляется в несоответствии отпечатанного изображения и контура резки, заданного исходным файлом.
- Технологические особенности печати на UV принтере с ламповым методом сушки, приводящем к нагреву материала при печати. После завершения печати материал остывает, подвергая температурной деформации и отпечатанное изображение.
- Несогласованность в настройке печатного и режущего оборудования, выраженная в незначительном масштабировании изделия в большую или меньшую сторону.
- Естественная усадка некоторых материалов после печати вследствие взаимодействия с краской.
Как это работает, система "ЦИКЛОП":
Система "ЦИКЛОП", получив в работу исходный файл, по которому произведена печать, сканирует оптические метки по краям изображения. Дальнейшая контурная резка производится с учетом возможных деформаций отпечатка.
Компенсации подвергаются:
- Длина и ширина изображения;
- Перекос диагоналей;
- Трапециевидная деформация;
- Погрешность при укладке изображения на рабочий стол относительно начала координат или с поворотом.
Компенсация проводится мгновенно и автоматически, без привлечения оператора или какого-либо программного продукта для коррекции файла контурной резки. При этом заданный оператором отступ линии реза от края изображения сохраняется.
Для размещения оптических меток на материале не требуется каких-либо отступов или полей. При подготовке печатного файла метки размещаются вплотную к основному изображению.
Преимущества использования системы:
- Применение системы "ЦИКЛОП" повышает производительность процесса как самой печати изображений, так и их дальнейшего раскроя. При нахождении оптической метки система сканирует поле 100х100 мм, практически самостоятельно находя отпечаток на рабочем столе. Следовательно, как при печати, так и при контурной резке нет необходимости точно базировать обрабатываемый материал на станке, экономя тем самым часть рабочего времени.
- При тиражном производстве для сопоставления отпечатанного изображения с выбранным файлом резки можно использовать штрих-код, размещаемый у левой нижней оптической метки. Система, считав его самостоятельно выберет нужный для раскроя файл, произведет его обмер и раскрой.
Управление двумя шпинделями
В двухшпиндельном варианте станка оси Z выполнены как две независимые системы с индивидуальной компенсацией вылета инструмента. Это обстоятельство значительно упрощает настройку при последовательной обработке материала разным инструментом или одновременной работе одинаковым. Второй шпиндель при одновременной работе двумя инструментами используется в качестве копирующего. Станок в этом случае единовременно производит два изделия.

Функция последовательной обработки материала в основном предназначена для фасадных кассет из алюминиевых композитных панелей, где требуется быстрая и частая смена двух инструментов, происходящая за 5 секунд.
Двухшпиндельный вариант станка можно использовать и для осуществления простых операций, активируя работу первого или второго шпинделя с установленными в них часто применяемыми инструментами.
Автоматическая смена инструмента
Автоматическая смена инструмента производится системой в классической 3-х координатной схеме оборудования, а также при использовании оси вращения при 4D обработке. Вылет каждого инструмента из патрона фиксируется системой при процедуре аттестации и учитывается при обработке. Замер уровня обрабатываемого материала можно производить любым инструментом, независимо от очередности его использования. Для аттестации вылетов инструментов и замера уровня поверхности материала станки комплектуются выносным датчиком.
Поддерживаемое количество сменных инструментов обусловлено только конструкцией станка. Банк инструментов может располагаться на боковой и торцевой грани станка, а также на портале или каретке при револьверном исполнении.

Периферийные устройства
В числе периферийных функций в самом простом варианте можно назвать включение вакуума и аспирации, подачу СОЖ, подсветку, переключение каналов системы аспирации, управление пневматическими упорами для базирования материала.
Автоматическое выравнивание портала и прогрев шпинделя перед началом работы
Выравнивание портала при включении оборудования производится по двум датчикам, расположенным на левой и правой опоре портала. Чувствительность датчиков позволяет установить перпендикулярность портала с точностью до 0.03мм.
Прогрев шпинделя перед работой оборудования автоматически производится системой при включении. Выдерживается 15-и минутный интервал вращения шпинделя без нагрузки. Данная операция приводит в расчетные значения тепловые зазоры подшипников шпинделя что значительно повышает его срок службы.
Оборудование, укомплектованное ЧПУ MULTICUT
Все представленное на нашем сайте оборудование может быть укомплектовано ЧПУ MULTICUT. Данное оборудование выполняется под заказ, срок выполнения 1-2 месяца в зависимости от серии оборудования. Стоимость оборудования при этом остается согласно прайсу. Система машинного зрения "ЦИКЛОП" до конца 2019 года бесплатно входит в комплект поставки.
ЧПУ WEIHONG NK 105
Системой управления WEIHONG NK 105 комплектуются станки, предназначенные для решения простых трехосевых задач по гравировке и раскрою. Это очень распространенная и надежная система управления, характеризующаяся рядом преимуществ, в числе которых:
- удобство и простота эксплуатации;
- освоение оператором в течение нескольких часов;
- высочайшая отказоустойчивость.
Кнопочная панель пульта позволяет точно позиционировать инструмент над материалом, выбирать и запускать задания на фрезеровку, задавать и корректировать во время работы параметры фрезерования. Задания на обработку передаются через USB интерфейс. Язык программирования — G код.

ЗАКЛЮЧЕНИЕ
Станок представляет собой совокупность множества систем, отвечающих за корректность его функционирования. Так как в станке нет лишних комплектующих, то даже кратковременный выход из строя одной из них или ошибка в работе какой-либо системы могут привести к его полной остановке. Если приобрести станок с погрешностями в конструкции, то в дальнейшем придется потратить много времени и средств, без конца обращаясь в сервисную службу поставщика с целью устранения вновь и вновь проявляющихся недостатков.
Компания MULTICUT выпускает действительно надежное оборудование, требующее минимального гарантийного и пост-гарантийного обслуживания — на сегодняшний день в России успешно работает около 500 фрезерно-гравировальных станков нашего производства, которые обслуживают всего 2 сервисных инженера, занятых в основном на пуско-наладках нового оборудования.

Многие из наших клиентов, купив один станок, по мере необходимости в расширении производственных возможностей покупают со временем второй и третий. Информация о постоянных клиентах представлена в разделе «Оборудование MULTICUT, работающее в России» на главной странице сайта.
Нельзя выпустить качественный станок, установив на него основной комплект качественных элементов и не уделив аналогичного внимания менее значимым комплектующим или просто не потрудившись проверить их подлинность и качество исполнения. На рынке сейчас можно купить не только качественную подделку брендовых комплектующих, но и подделку подделки — и в том, и в другом случаях говорить о качестве не приходится. Более того, рано или поздно неизбежный выход из строя некачественного конструктивного элемента приведет к остановке станка.
Помимо контроля качества мы внимательно относимся к пожеланиям наших клиентов и рекомендациям инженеров сервисной службы, следим за развитием других производителей фрезерного оборудования, изучаем информацию на профильных форумах. Весь поступающий в наше распоряжение положительный опыт передается в конструкторский отдел, работа которого предполагает, в том числе и внесение в типовые проекты станков необходимых доработок под индивидуальные производственные задачи клиента или в целях модернизации.
Такое полное описание используемых нами комплектующих может вызвать у недоверчивых покупателей сомнения в подлинности приведенной выше информации. Звоните нам в рабочие часы — мы предоставим вам исчерпывающие технические консультации по любым интересующим вас вопросам. Кроме того, мы по первому требованию предоставим документы, подтверждающие соответствие оборудования и комплектующих существующим стандартам качества и безопасности. Также мы приглашаем желающих посетить наш головной офис в Москве и лично протестировать интересующие вас модели оборудования.
Мы ценим каждого нашего клиента и всегда готовы пойти навстречу вашим пожеланиям!




